Injection blow molding machines are available in two structural configurations: rotary (turntable) and linear (shuttle). While both achieve the same result — a precisely formed hollow plastic container — their mechanical architecture influences cycle time, footprint, maintenance demands, mold changeover speed, and the range of bottle geometries they can accommodate.
For most buyers the choice is straightforward — rotary machines dominate the IBM market for good engineering reasons. But for specific factory layouts, bottle sizes, or production requirements, linear architecture can be the right answer. This guide explains both designs from first principles and gives you the technical and commercial framework to evaluate them against your own requirements. For an overview of available models, visit our IBM machine product pages.
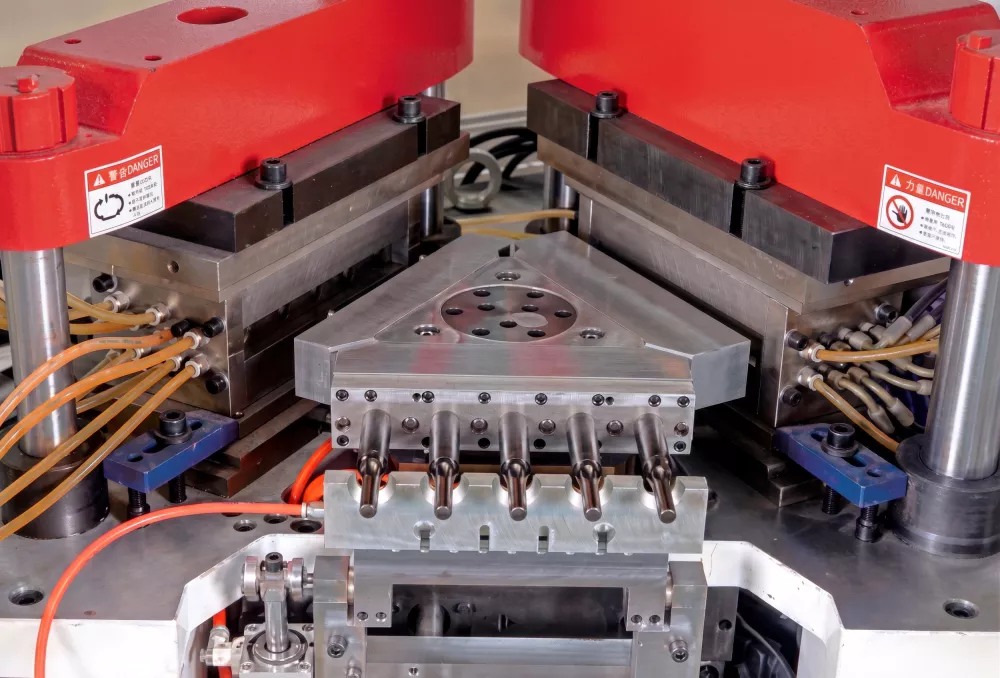
Fig 1 — Rotary IBM machine: the dominant design for pharmaceutical, cosmetic, and food container production
1. Two Structural Designs, Different Strengths
The fundamental engineering question that separates rotary and linear IBM machines is: how do the core rods move between stations? In a rotary machine, the rods are mounted on a central turntable that rotates a fixed angular increment each cycle. In a linear machine, the rods travel in a straight horizontal path on a reciprocating carriage. Every downstream difference in performance, footprint, and flexibility flows from this one architectural choice.
Both designs are commercially available from multiple manufacturers globally. Rotary machines are produced in far higher volume and are supported by a wider spare parts ecosystem. Linear machines occupy a specialist niche for applications where rotary geometry is a constraint.
2. What Is a Rotary (Turntable) IBM Machine?
A rotary IBM machine mounts a set of core rods on a central indexing table. On a three-station machine, the table rotates 120 degrees per cycle; on a four-station machine, 90 degrees. Each rotation simultaneously brings a new set of rods into the injection station, advances the previous set to the blow (or conditioning) station, and advances another set to the ejection station. All three (or four) operations happen simultaneously within each cycle period.
Key structural features of rotary IBM machines:
- Compact square footprint — all stations radiate from the central table; the machine is approximately as wide as it is long.
- Symmetric load distribution — clamping forces are balanced around the central column, reducing platen deflection.
- High indexing speed — rotary motion is inherently smooth and can be servo-controlled for precise, jerk-free positioning.
- Easy multi-cavity scaling — increasing cavity count simply means adding more rods at a larger radial pitch; the machine footprint does not increase proportionally.
3. What Is a Linear IBM Machine?
A linear IBM machine arranges injection, blow, and ejection stations in a straight line. Core rods are mounted on a shuttle or carriage that travels linearly between stations. After injection, the shuttle advances to the blow station; after blowing, it advances to ejection; it then returns to injection position to begin the next cycle. All stations can still operate simultaneously if the machine is designed with independent station clamping units.
Key structural features of linear IBM machines:
- Long narrow footprint — the machine is substantially longer than it is wide; better suited to factories with linear material flow between production zones.
- Unlimited mold length — core rod travel distance is not constrained by table radius; very long molds or unusual aspect ratios are more easily accommodated.
- Independent station access — each station has open access on all sides without the rotary table in the way; mold changes can sometimes be performed more easily.
- More complex drive system — reciprocating shuttle requires linear guides, ball screws or belt drives, and reversal deceleration logic; more moving parts than a rotary bearing.
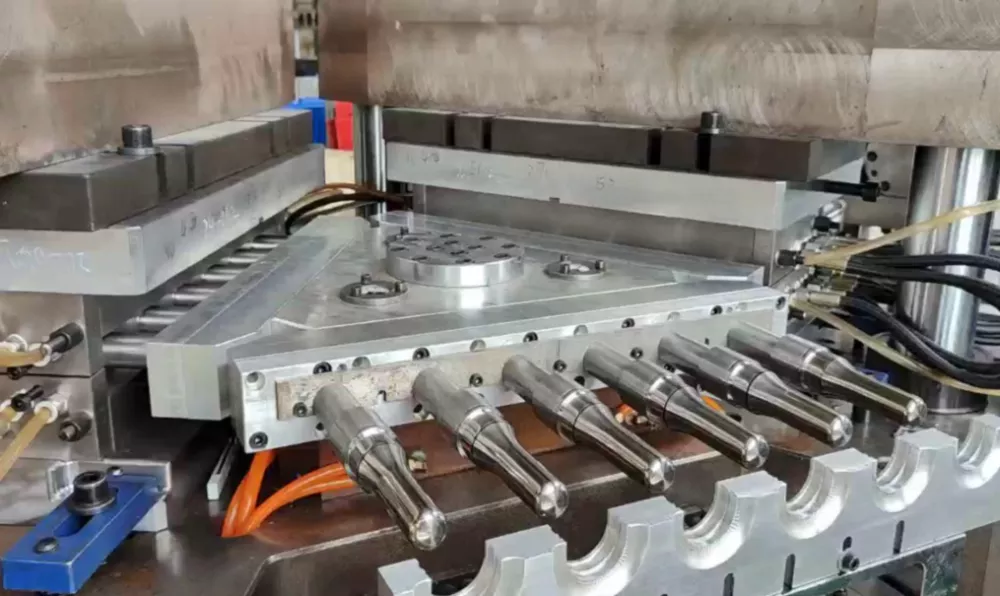
Fig 2 — ZQ60 rotary IBM machine: compact table design delivers fast cycle times at low floor space cost
4. Mechanical Structure Comparison
| Feature | Rotary IBM | Linear IBM |
|---|---|---|
| Core rod transfer | Rotary table (120° or 90° index) | Linear shuttle (reciprocating) |
| Machine shape | Compact square | Long and narrow |
| Index drive | Central rotary servo/hydraulic | Linear servo/ball-screw system |
| Station count | 3 or 4 | 3 or 4 |
| Simultaneous operation | Yes — all stations at once | Yes — if independently clamped |
| Mold length constraint | Limited by table radius | No geometric constraint |
| Market prevalence | 80–90% of IBM installed base | 10–20% niche applications |
5. Cycle Time and Output Rate Comparison
Rotary machines achieve faster index times because rotary motion is mechanically smoother and requires no reversal phase. A typical rotary machine indexes its table in 0.5–1.5 seconds. A linear machine must decelerate, stop, and reverse direction, adding 0.5–2.0 seconds to the index phase on most designs.
For small pharmaceutical bottles with 10–15 second cycle times, this 0.5–2 second difference represents a 3–15% cycle time penalty on linear machines. Over a year of production, this compounds to a significant throughput deficit. For large bottles with 25–40 second cycles, the index time difference is a smaller fraction and linear machines compete more evenly on output rate.
6. Footprint and Factory Layout Requirements
A rotary IBM machine with a 4-cavity mold set typically occupies 4–8 m² of floor space — approximately the footprint of two office desks. This compactness is one of the most commercially important features of rotary IBM: multiple machines can be installed in a modest factory space, and one operator can supervise two or three machines simultaneously.
A linear IBM machine of equivalent output occupies 8–15 m² because the stations are arranged in a line rather than around a central axis. For factories with existing long, narrow production bays, this linear footprint may actually integrate more naturally with the building layout. For new factory designs, rotary machines offer superior space efficiency.
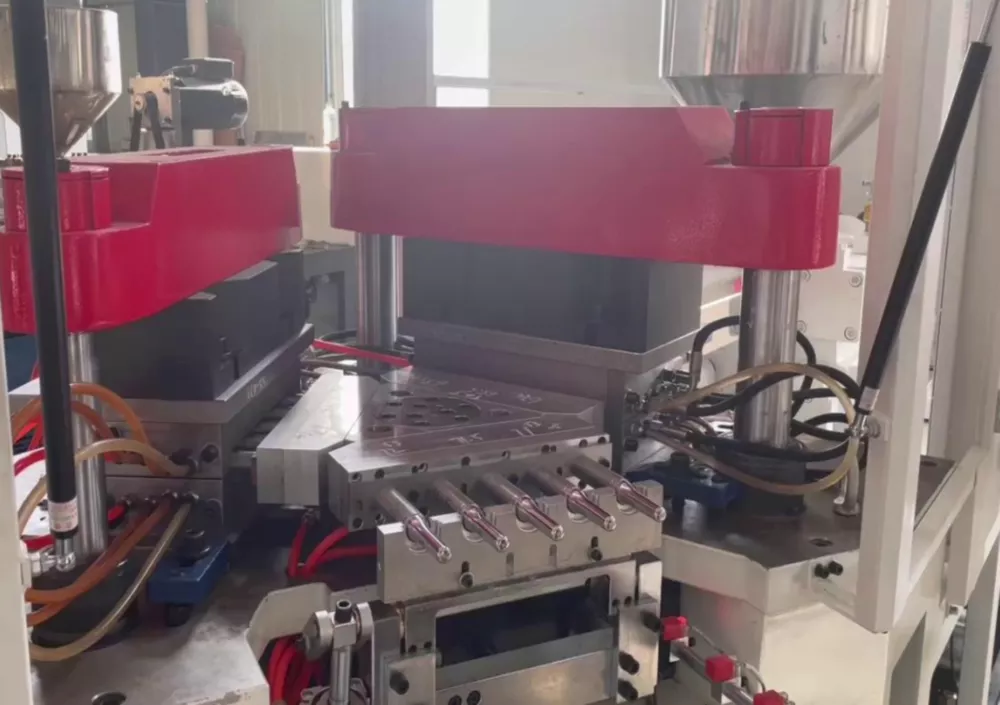
Fig 3 — ZQ40 compact rotary IBM machine: ideal for multi-machine installations in limited floor space
7. Mold Changeover and Flexibility
Rotary machine mold changeovers require removing injection and blow mold sets from the stations around the table. The rotary table must be manually rotated to bring each station into the operator access zone. On smaller machines (ZQ40–ZQ80), a skilled operator can complete a mold change in 2–3 hours. On larger machines (ZQ135+), 3–5 hours is typical.
Linear machines offer open lateral access to each station independently, which can simplify some mold change operations — particularly for very heavy molds that need crane access from the side. However, the linear travel range of the shuttle may need to be adjusted when changing to a different bottle height, adding a setup step not present on rotary designs.
8. Maintenance Complexity and Spare Parts Availability
Rotary IBM machines have a simpler mechanical drivetrain: one central indexing bearing, one drive motor (hydraulic or servo), and three or four station clamping cylinders. The rotary bearing requires periodic lubrication and its preload should be checked annually. Spare parts are widely available for all established rotary IBM designs.
Linear machines have more reciprocating components: linear guide rails, carriages, ball screws, servo drives, and end-of-travel buffers. Each of these requires periodic maintenance and replacement. Spare parts for linear IBM machines can have longer lead times, particularly from specialist manufacturers with smaller installed bases.
9. Price Range and Target User Profiles
Rotary IBM — Best For
- Pharmaceutical vials and oral bottles
- Cosmetic and personal care packaging
- Feeding bottles and food containers
- Multi-machine factory installations
- Operators prioritising cycle speed and compactness
- Buyers needing wide spare-parts support
Linear IBM — Best For
- Unusually long or tall bottles
- Factories with linear production flow layout
- Applications requiring lateral crane access to molds
- Very large mold footprints not fitting rotary tables
10. Which Design Suits Your Production Goals?
Use this decision framework:
- Choose rotary for the vast majority of pharmaceutical, cosmetic, and food-packaging applications. Superior cycle time, compact footprint, and the widest spare-parts ecosystem make rotary the default choice.
- Consider linear only if your bottle geometry cannot be accommodated on a rotary table (unusually long core rod travel), your factory layout specifically favours linear flow, or you need unusually wide lateral access for mold installation.
Our engineering team can advise on machine configuration for your specific bottle geometry. Contact us with your bottle drawing and production target.
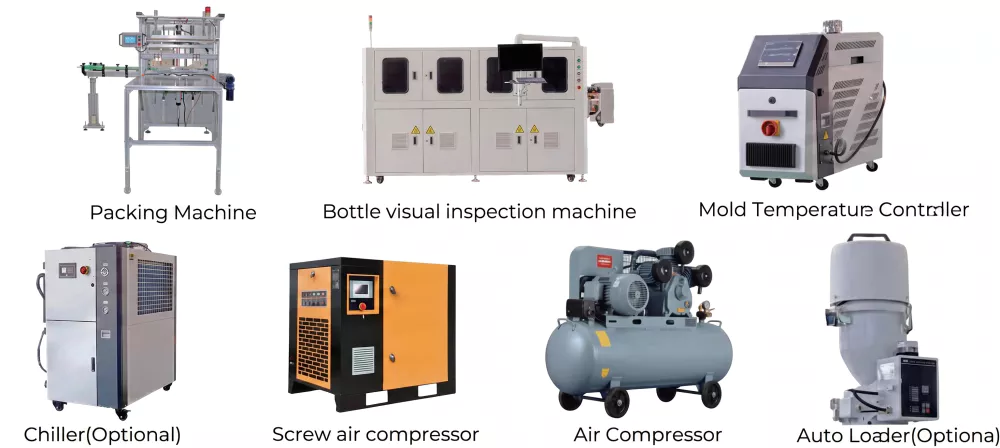
Fig 4 — Complete IBM installation: machine plus dryer, chiller, and conveyor for full production line efficiency
11. Frequently Asked Questions
What is a rotary IBM machine?
A rotary IBM machine uses a central turntable that indexes through 120 or 90 degrees to transfer core rods between injection, blow, and ejection stations simultaneously. Rotary machines are the dominant IBM design worldwide.
What is a linear IBM machine?
A linear IBM machine transfers core rods in a straight line between stations using a reciprocating shuttle rather than a rotating table. Linear machines offer more mold length flexibility but have a larger footprint and slightly longer cycle times.
Which design produces faster cycle times?
Rotary machines generally produce faster cycle times because rotary indexing motion is mechanically smooth and all stations operate in parallel without a reversal phase. Linear machines typically add 0.5–2.0 seconds per cycle due to shuttle deceleration and reversal.
Are rotary or linear IBM machines easier to maintain?
Rotary machines have a more compact drivetrain with fewer reciprocating components, making routine maintenance simpler. Linear machines have more moving parts (ball screws, linear guides, servo drives) that require periodic inspection and replacement.
Which IBM machine type is better for large molds?
Linear machines can accommodate longer mold footprints because mold length is not constrained by the diameter of the rotary table. For bottles requiring very long core rod travel, linear architecture offers more layout flexibility.
Which IBM machine type is more common?
Rotary IBM machines account for an estimated 80–90% of the installed IBM base worldwide. Linear machines occupy a niche for specific bottle geometries or factory layout requirements.
12. Conclusion
For the overwhelming majority of IBM applications — pharmaceutical, cosmetic, food, and daily chemical packaging — rotary IBM machines offer the best combination of cycle speed, footprint efficiency, maintenance simplicity, and spare-parts availability. Linear machines serve a valuable but narrow niche where rotary geometry genuinely cannot accommodate the product or factory layout.
Explore our rotary IBM machine range — available from ZQ40 to ZQ135 to match your cavity count, clamping force, and output requirements — or contact us to discuss your specific production configuration.