IBM (injection blow molding) and ISBM (injection stretch blow molding) share a common origin — both start with an injection-moulded preform — but diverge at a single, consequential engineering step: the addition of a mechanical stretch rod in ISBM that elongates the preform axially before and during air inflation. That one difference cascades into significant variations in bottle mechanical properties, material suitability, application range, and production economics.
Understanding exactly what stretch does to the polymer, and which applications genuinely require it, is the key to choosing between IBM and ISBM. This article provides an engineering-level answer to that question — covering the physics, the materials, the products, the equipment costs, and the industry applications where each technology is the correct choice. See our IBM machine range and our ISBM machine range for full specifications.
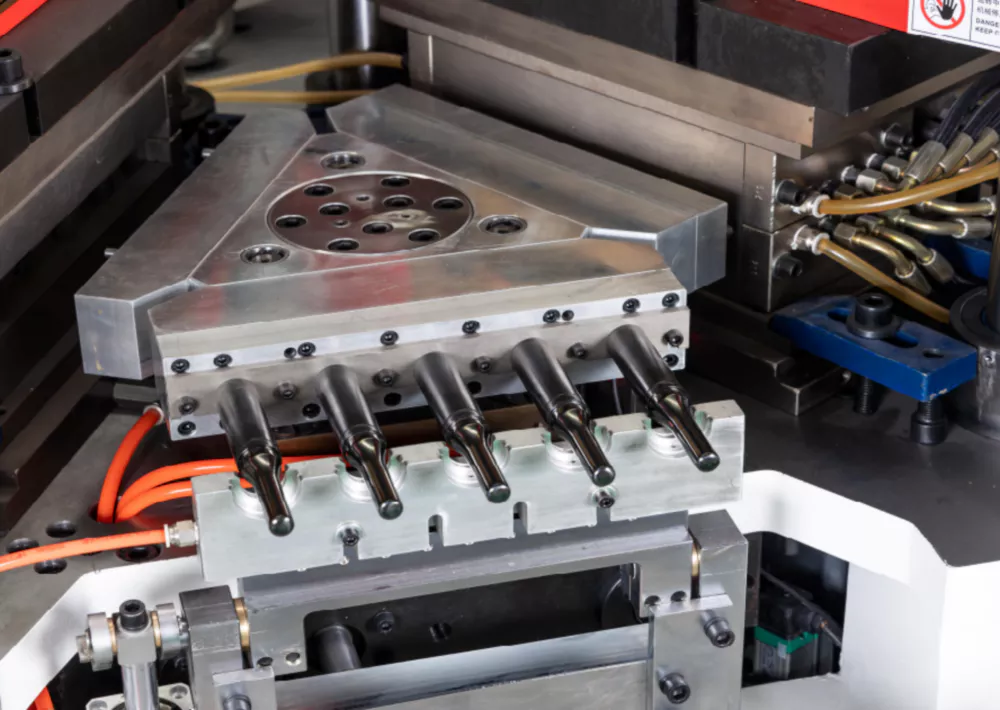
Fig 1 — IBM and ISBM share the injection preform stage; the stretch rod is what separates them at the blow station
1. IBM and ISBM: Related but Distinct Technologies
Both IBM and ISBM begin identically: molten plastic is injected around a steel core rod to form a precisely dimensioned preform, with the neck finish fully formed at this stage. The divergence occurs at the blow station. In IBM, compressed air enters through the hollow core rod and inflates the preform radially outward — like a balloon expanding in one direction. In ISBM, a mechanical stretch rod simultaneously pushes the preform base downward (axial stretch) while compressed air inflates it radially (radial blow). Both directions of deformation occur together, creating biaxial orientation.
This architectural difference is visible in the machine: an ISBM machine has a stretch rod mechanism above or below the blow mold that IBM machines do not have. Everything else — the plasticising barrel, the injection station, the rotary or linear table, the ejection station — is functionally similar between the two designs.
2. How IBM Works: Core Rod Transfer Process
IBM process sequence at the blow station:
- Blow mold closes around the preform-on-core-rod assembly.
- Compressed air (6–10 bar for PP/PE) enters through the hollow core rod from below.
- Air pressure expands the preform radially outward against the blow mold cavity walls.
- The preform deforms only in the radial (hoop) direction — no axial elongation occurs.
- Mold cooling solidifies the bottle; blow mold opens; table indexes to ejection.
IBM delivers excellent results for PP, PE, PVC, and PETG — materials that do not require biaxial orientation to achieve adequate bottle performance. Neck finish accuracy, zero flash, and cycle efficiency are IBM core strengths.
3. How ISBM Works: Stretch Rod and Biaxial Orientation
ISBM process sequence at the blow station:
- Blow mold closes around the preform.
- The stretch rod descends through the core rod axis and contacts the preform base.
- Pre-blow air at 5–8 bar begins radial inflation.
- Simultaneously the stretch rod pushes downward at a controlled speed, elongating the preform axially to the designed stretch ratio (typically 2.5–3.5:1).
- High-pressure air (20–40 bar for PET) completes the radial inflation to the final bottle shape.
- The stretch rod retracts; mold cooling solidifies the biaxially oriented bottle.

Fig 2 — The stretch rod is the defining component of ISBM — absent from IBM — and is what produces biaxial orientation
4. Key Technical Difference: Stretch Ratio and Molecular Orientation
Biaxial orientation in ISBM aligns polymer chain segments in two perpendicular directions (axial and hoop). This alignment dramatically improves bottle performance in several ways that unoriented IBM bottles cannot match for the same material:
| Property | IBM (PET, unoriented) | ISBM (PET, biaxially oriented) | Improvement |
|---|---|---|---|
| Tensile strength | ~55 MPa | ~170 MPa | ~3x |
| CO2 barrier | Low | High | 3–5x better |
| Optical clarity (haze) | Moderate | Excellent (<2% haze) | Significant |
| remove impact resistance | Moderate | High | 2x better |
| Wall thickness for same strength | Thicker required | Thinner possible | 20–40% weight saving |
5. Material Suitability: PET, PP, PVC for Each Process
IBM — Ideal Materials
- PP — primary material; excellent; all bottle types
- HDPE / LDPE — good; bottles and jars
- PVC — suitable; pharmaceutical niche
- PETG — good; clear containers
- PET (thick-wall) — limited; wide-mouth jars
ISBM — Ideal Materials
- PET — primary material; dominant application
- PP (copolymer) — suitable; heat-set applications
- PLA (bioplastic) — emerging; suitable
- PETG — good; similar to IBM
- PE — not standard; poor stretch behaviour
6. Product Applications: What Each Machine Excels At
| Application | IBM | ISBM |
|---|---|---|
| Pharmaceutical oral bottles (PP) | ✓ Ideal | ◯ Possible |
| Pharmaceutical PET bottles | ◯ Thick-wall only | ✓ Ideal |
| Cosmetic jars and bottles | ✓ Ideal (PP) | ✓ Ideal (PET) |
| Beverage bottles (PET) | ✗ Not suitable | ✓ Ideal |
| Feeding bottles (PP) | ✓ Ideal | ◯ Possible |
| Wide-mouth food jars | ✓ Ideal | ◯ Limited |
| Dropper and eye-remove bottles | ✓ Ideal (PP/PE) | ◯ Possible (PET) |

Fig 3 — Pharmaceutical eyedropper bottles: a classic IBM application where PP precision and zero-flash production are required
7. Bottle Strength and Clarity Comparison
For PP and PE bottles, IBM delivers adequate mechanical performance for pharmaceutical and cosmetic applications without orientation — PP is inherently tough and the relatively thick walls of small pharmaceutical bottles provide sufficient structural strength.
For PET bottles, ISBM is necessary to achieve the clarity and strength expected in the market. Unoriented PET (as produced by IBM) is cloudy, brittle, and has poor impact resistance. Biaxially oriented PET (BOPET from ISBM) is crystal clear, tough, and has the CO2 barrier required for carbonated beverages and the tensile strength required for high-fill bottles. If your product requires clear PET bottles, ISBM is the mandatory process.
8. Equipment Cost and Mold Investment
| Cost Factor | IBM Machine | ISBM Machine |
|---|---|---|
| Machine price range (4-cavity) | $40,000–$120,000 | $60,000–$200,000 |
| Mold set (injection + blow) | $15,000–$40,000 | $20,000–$60,000 |
| Blow air pressure required | 6–10 bar (PP/PE) | 20–40 bar (PET) |
| Compressor requirement | Standard factory air | High-pressure compressor required |
| Auxiliary equipment cost | Standard | Standard + high-pressure compressor |
9. Production Speed and Cycle Time
IBM cycle times for small PP pharmaceutical bottles (10–60 ml) run 8–18 seconds. The absence of a stretch rod mechanism means the blow station cycle is purely limited by mold filling and cooling time.
ISBM cycle times for similar-size PET bottles run 10–25 seconds. The stretch rod actuation adds a mechanical time component (typically 0.5–2 seconds of rod travel and retraction) that is absent in IBM. For larger PET bottles (250 ml–1 L), ISBM cycles of 15–30 seconds are typical. The productivity comparison is therefore application-dependent: for small PP bottles, IBM is faster; for PET bottles of any size, ISBM is the only practical process.
10. Which Machine Is Right for Pharmaceutical vs Beverage Industry?
Pharmaceutical Industry
IBM: Standard choice for PP/PE oral liquid bottles, tablet bottles, dropper containers, nasal spray bottles, and wide-mouth pharmaceutical jars. Preferred for its precise neck finish, zero flash, and proven pharmaceutical compatibility.
ISBM: Used for PET pharmaceutical bottles requiring high clarity (e.g. nutraceutical bottles, vitamin packaging) or barrier properties. One-step ISBM is particularly suited to pharmaceutical PET applications under 500 ml.
Beverage Industry
IBM: Not a standard beverage packaging process. PP and PE do not produce the clarity, barrier, or light weight expected in modern beverage bottles.
ISBM: The dominant process for PET beverage bottles — water, CSD, juice, energy drinks. Two-step reheat blow at very high output is the norm for large beverage operations. One-step ISBM is used for artisan and specialty beverage applications at smaller volumes.
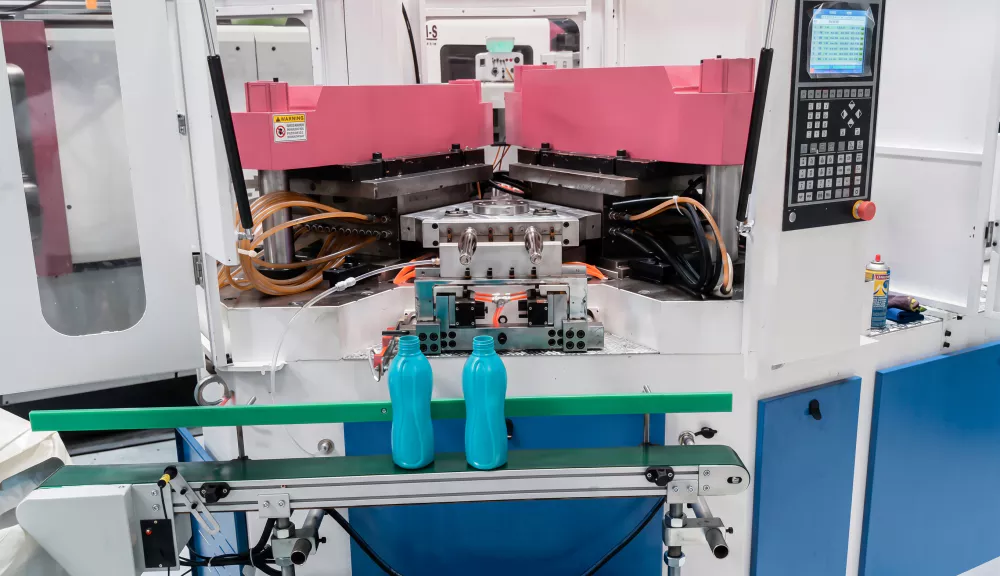
Fig 4 — Pharmaceutical IBM production case: PP bottle production where ISBM would not be the right technology
11. Frequently Asked Questions
What is the fundamental difference between IBM and ISBM?
The fundamental difference is the stretch rod. IBM inflates a preform using only compressed air radially outward. ISBM uses a mechanical stretch rod to elongate the preform axially simultaneously with air inflation, producing biaxial orientation that significantly improves bottle mechanical properties.
Which process is better for PET pharmaceutical bottles?
For PET pharmaceutical bottles, ISBM is generally preferred because biaxial orientation improves tensile strength, barrier properties, and clarity. For thick-walled PET containers such as wide-mouth jars, IBM can be used effectively.
Which machine produces a stronger bottle?
ISBM produces significantly stronger PET bottles because biaxial orientation increases tensile strength by 2–4 times. For PP bottles, IBM is fully competitive as PP has inherent toughness without requiring orientation.
What is the cycle time difference between IBM and ISBM?
IBM runs 8–18 seconds for small PP bottles. ISBM runs 10–25 seconds for similar-size PET bottles, with the stretch rod actuation adding a small time increment per cycle.
Which process has lower tooling cost?
IBM and ISBM have similar tooling architectures. In practice, tooling costs are comparable; mold cavity complexity and steel grade are the dominant cost drivers for both processes.
Which machine is right for pharmaceutical vs beverage industries?
Pharmaceutical: IBM is the standard for PP/PE oral liquid bottles. ISBM is used for PET pharmaceutical bottles. Beverage: ISBM dominates for PET water, CSD, and juice bottles. IBM is not used for beverage bottles.
Can IBM machines process PET at all?
Yes, but with limitations. IBM processes PET effectively for thick-walled containers where biaxial orientation is not required — typically wide-mouth jars and specialty containers. For thin-walled PET bottles, ISBM is the correct process.
12. Conclusion
IBM and ISBM are both precision injection blow technologies, but they serve different materials and product specifications. IBM owns the PP and PE pharmaceutical and cosmetic bottle market. ISBM owns the PET bottle market across pharmaceutical, cosmetic, and beverage applications. The stretch rod is not optional engineering — it is the mechanism that makes PET bottles viable and is absent from IBM because PP and PE do not require or benefit from it.
Browse our IBM machines for PP/PE pharmaceutical and cosmetic applications or our ISBM machines for PET applications. Contact us to discuss which technology matches your product.