Description
EP-ZQ40 European-Style Injection Blow Molding Machine — Precision Small-Volume Bottle Production
The EP-ZQ40 injection blow molding machine represents Ever Power’s entry point into the European 3-station IBM product family — a category defined by zero-flash output, uniform wall thickness, and a production process that generates absolutely no trim scrap. Designed specifically for operators producing pharmaceutical vials, cosmetic flacons, health-supplement capsule bottles, and precision laboratory containers, the EP-ZQ40 combines a robust 400 KN injection clamping system with a compact machine envelope (3.5 × 1.3 × 1.7 m) that fits comfortably in existing clean-room bays or secondary packaging lines.
Unlike extrusion blow molding — which generates 20–40% edge scrap and requires gate trimming — the IBM process used by the EP-ZQ40 injects the preform and blows it to final shape in a sealed three-station cycle. The bottle neck is formed at the injection station, dimensioned to final tolerance, and never touched again. This makes it the process of choice for products where neck-to-closure sealing is a regulatory requirement, not merely a quality target. You can explore the full range of IBM machines available from Ever Power to compare outputs and configurations across the lineup.
Key Specifications at a Glance
How the EP-ZQ40 Works — 3-Station Rotary IBM Cycle
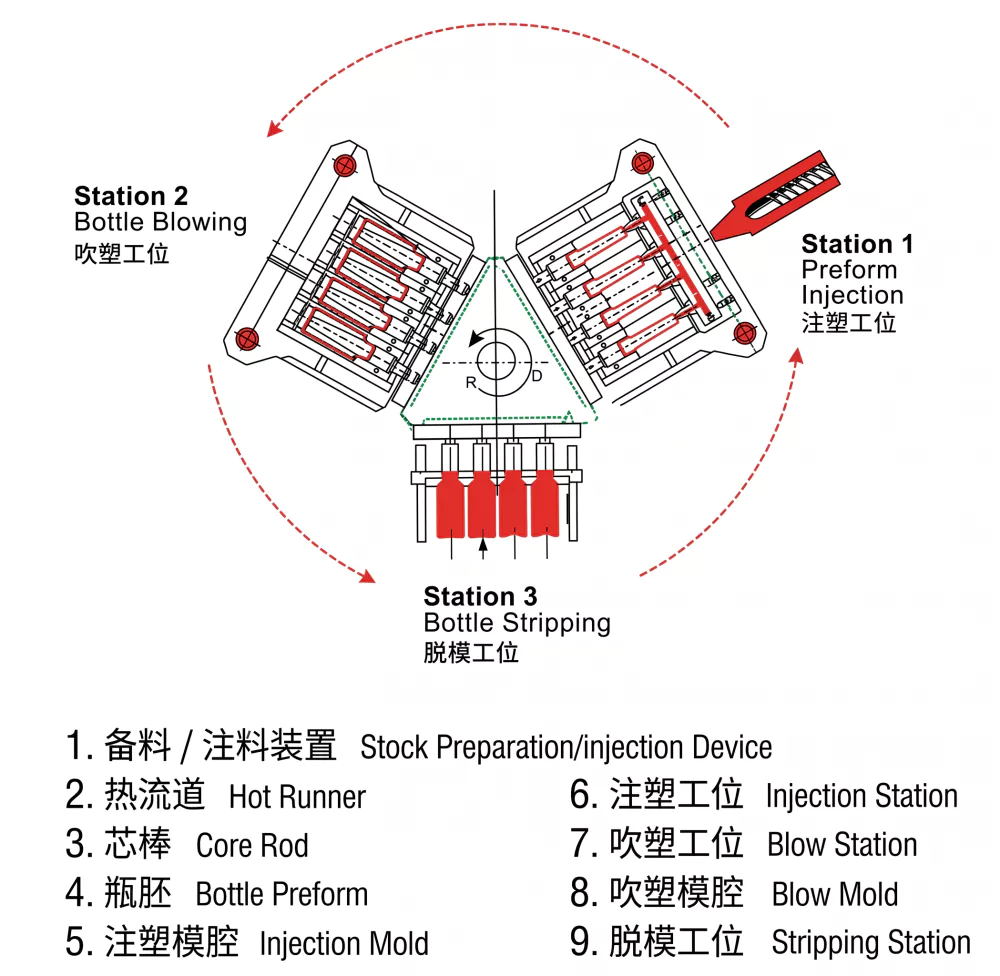
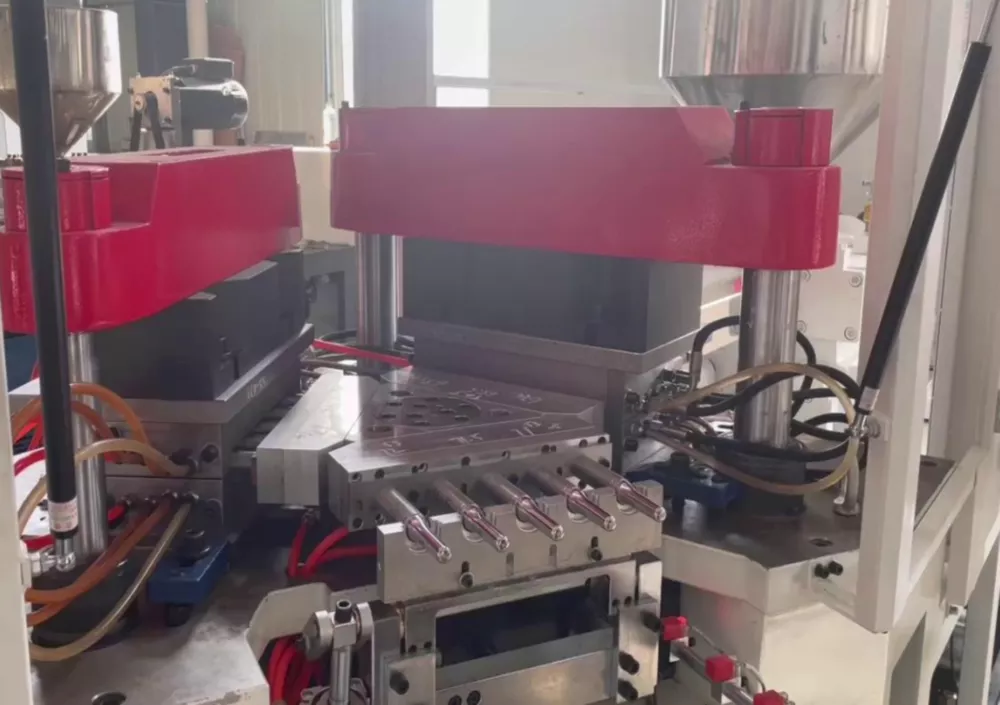
Plastic melt — HDPE, PP, PS, PCTG or EVA — is injected under controlled pressure into the cavity around the core pin. The bottle neck is formed to its final dimension at this station and never remachined. After the mould opens, the core pin carrying the preform indexes to Station 2.
The blow mould closes around the preform. Compressed air (0.7–1.2 MPa) expands the softened preform outward to contact the cooled cavity wall. The 60 KN blow clamping force on the EP-ZQ40 holds the mould firmly sealed. After cooling, the mould opens and the core indexes to Station 3.
Finished bottles are automatically ejected from the cold rods and conveyed to a collection belt or packing line. All three stations operate simultaneously — injection, blow, and strip happen in parallel — giving the EP-ZQ40 a continuous, high-efficiency cycle with zero downtime between bottle completions.
Three Core Advantages of the EP-ZQ40
The full European-style structure delivers 400 KN injection clamping — 20–30% above the comparable Chinese-market average. This increased rigidity eliminates flash on high-cavity tooling, extends mould life, and guarantees that neck dimensions remain within tolerance across every production shift.
The EP-ZQ40 uses a unique pressurized clamping architecture in which the booster cylinder is excluded from the mould open/close action. Only the working load engages the booster. This structural choice cuts total energy draw by 10–20% versus machines where the booster participates in every open/close stroke — reducing monthly utility costs substantially on sustained production.
The IBM process produces no parting-line flash and requires no post-mould trimming. Bottle weight variation holds to approximately ±1% across the run, and the bottom convexity — which is critical for stable filling-line handling — is consistently superior to extrusion blow moulded containers. Scrap material from the production process is effectively zero, dramatically reducing material cost per bottle.
Complete Technical Specifications
| Parameter | Injection System |
|---|---|
| Screw Diameter | 40 / 45 mm |
| Screw L/D Ratio | 22:1 |
| Injection Weight | 190 / 260 g |
| Heating Power | 7.5 KW |
| Number of Barrel Zones | 3+N |
| Injection Stroke | 120 mm |
| Parameter | Clamping System |
|---|---|
| Injection Clamping Force | 400 KN |
| Opening Stroke for Injection | 165 mm |
| Blow Clamping Force | 60 KN |
| Opening Stroke for Blowing | 140 mm |
| Rotary Table Lift Height | 70 mm |
| Stripping Stroke | 220 mm |
| Parameter | Mould Specifications |
|---|---|
| Max. Platen Size (L×W) | 480 × 340 mm |
| Mould Thickness | 180 mm |
| Max. Bottle Diameter | 120 mm |
| Max. Bottle Height | 220 mm |
| Suitable Bottle Volume | 1 – 1,500 ml |
| Parameter | Power & Utilities |
|---|---|
| Motor Power | 11 KW |
| Total Power | 20 KW |
| Hydraulic Pressure | 14 MPa |
| Dry Cycle Time | 3.5 s |
| Min. Air Pressure | 0.7 – 1.2 MPa |
| Compressed Air Capacity | 0.7 M³/min |
| Cooling Water Flow | 3.5 M³/h |
| Cooling Water Pressure | 0.3 – 0.4 MPa |
| Machine Dimensions (L×W×H) | 3.5 × 1.3 × 1.7 m |
| Net Weight | 3.8 T |
| Operating Power | 52 – 70% |
Cavity Count vs. Bottle Volume — EP-ZQ40 (Reference Only)
| Model | 10 ml | 30 ml | 60 ml | 100 ml | 250 ml | 500 ml | 1,000 ml |
|---|---|---|---|---|---|---|---|
| EP-ZQ40 | 9 | 8 | 6 | 4 | 3 | 2 | 1 |
Cavity counts are for reference only. Actual numbers depend on mould design, bottle dimensions, and material. Contact our engineering team for a tooling assessment specific to your application.
Industry Applications — What the EP-ZQ40 Produces
The EP-ZQ40 is optimised for operators who need consistent, high-precision small-volume bottles across pharmaceutical, cosmetic, health-supplement and laboratory sectors. Its compact platen and 1–1,500 ml capacity range make it ideal for products where neck accuracy, wall uniformity and process cleanliness are non-negotiable.
GMP-grade oral liquid vials (10–60 ml), eye-drop containers (5–30 ml), nasal-spray bottles, topical dispensers, and blood-collection tubes. The IBM process ensures neck threads are formed in-mould to closure-compatibility tolerances — eliminating post-mould gate trimming that could compromise particulate cleanliness.
Precision serum vials, lotion dispensers, foundation bottles, perfume flacons and compact travel-size containers in PCTG and PP. The EP-ZQ40’s 480×340 mm platen supports tooling for complex ovoid and asymmetric shapes that would require costly secondary operations in EBM.
Capsule bottles, tablet jars, powder supplement containers, liquid health-drink vials and probiotic (lactic-acid bacterial) drink bottles in PS and PP. The ZQ40’s 3.5 s dry cycle supports high output-per-hour even at 1-cavity tooling for premium formats.
Reagent bottles, sample-collection containers, specimen vials and analytical kit housings. The compact footprint and 1-cavity capability make the EP-ZQ40 an economical choice for product development teams that need precision prototype runs before scaling to a larger IBM model.


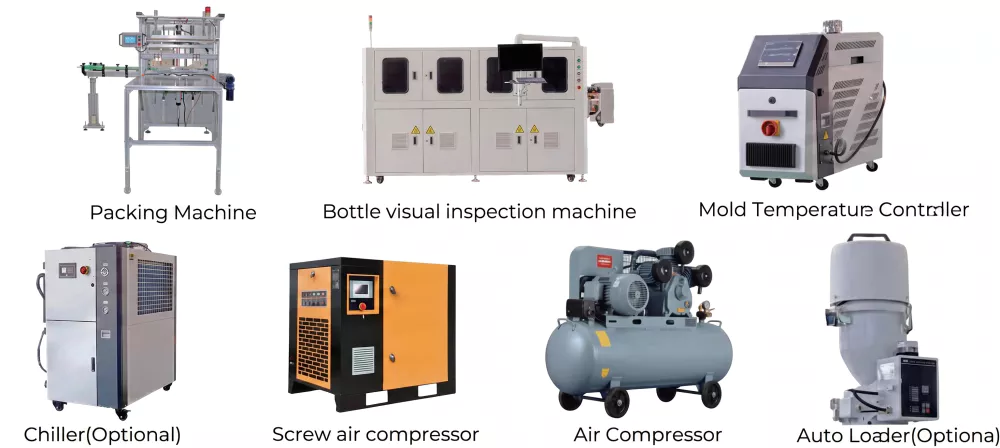
Auxiliary Equipment & Complete Production Line
The EP-ZQ40 integrates directly into a complete filling and packaging line. Ever Power supplies the following auxiliary equipment items alongside the machine for a turnkey installation:
Supplies compressed air at 0.7–1.2 MPa for the blow station. Sized to match the ZQ40’s 0.7 M³/min consumption.
Maintains cavity temperature within ±1°C for consistent wall thickness and surface clarity across runs.
Provides chilled cooling water to the mould circuit for faster cycle times in high-ambient-temperature environments.
Downstream vision system for defect detection, dimensional verification, and automated rejection of out-of-spec containers.
Manufacturing Quality & Factory Capability
Every EP-ZQ40 is assembled, tested, and inspected at Ever Power’s dedicated IBM manufacturing facility before shipment. The factory holds CE certification and has applied for multiple national patents covering the pressurized clamping and servo rotary systems used in the ZQ range. Learn more about our quality commitment on the Ever Power company page.

ZQ Series Mould Quality Standards
The injection and blow moulds supplied with the EP-ZQ40 are manufactured to standards that are integral to the machine’s output quality:
Injection mould bodies are machined from imported S136 high-strength alloy steel or 4Cr13 stainless steel. Blow mould bodies may use magnesium-aluminium alloy for improved cooling performance. All cavity surfaces are finished to mirror standard.
The hot runner and preform geometry are co-designed to minimise gram-weight deviation and wall-thickness variation. This ensures the fast cycle times and stable cavity fill that the ZQ40 is capable of delivering.
Neck threads and finish are dimensioned in the injection mould to achieve 100% closure compatibility. No gate trim is required. Bottle bottoms are flash-free with excellent convex geometry for filling-line stability.
Customer Case Studies — EP-ZQ40 in the Field
A Maharashtra-based pharmaceutical packaging facility needed to replace an EBM line that was generating unacceptable particulate contamination from gate trimming on their 10 ml and 30 ml HDPE oral liquid vials. After switching to two EP-ZQ40 machines in a 4-cavity configuration, rejection rates fell below 0.3% and the line passed their annual GMP audit without a single finding related to container cleanliness. The engineering team reported that neck-to-closure torque values were more consistent than anything achieved on the previous line.
A Seoul-based premium skincare OEM needed sub-30 ml PCTG flacons with complex ovoid cross-sections for a European retail client. Their existing supplier could not meet the 0.1 mm neck-diameter tolerance. The EP-ZQ40 — running at 6 cavities for the 30 ml format — consistently hit ±0.05 mm. The buyer quoted the output as “indistinguishable from European-made containers at less than half the tooling cost.”
A Warsaw supplement producer running PS lactic-acid bacterial drink bottles at 65 ml evaluated three IBM suppliers before selecting the EP-ZQ40 on the basis of its 22:1 screw L/D ratio — which provided the melt homogeneity needed for optically clear PS without purging downtime. Running at 8 cavities, the machine delivers their weekly volume requirement in 4.5 shifts, leaving capacity for new SKU trials.
A Monterrey-based medical diagnostics manufacturer producing LDPE reagent dropper bottles in 10 ml and 20 ml formats selected the EP-ZQ40 for its small footprint — the machine fits in a 6 m × 3 m bay within their ISO Class 8 cleanroom. The standard servo rotary indexing eliminated the positional drift they had experienced on a competitor’s chain-drive system, and the integrated control box maintained barrel zone temperatures within ±2°C throughout continuous 16-hour shifts.
Frequently Asked Questions — EP-ZQ40
Ready to Configure Your EP-ZQ40?
Send us your bottle drawing, target material, required cavity count and daily output volume. Our engineering team will reply with a complete machine configuration, mould recommendation and indicative pricing — with no obligation. Explore our full product range or go straight to the contact form.
Parameters are for reference only. Ever Power reserves the right to modify specifications without prior notice due to continuous product improvement.


